



今回は日本認証株式会社のHP上にある「装置イラスト(例題)」を用いて模擬的にケーススタディを実施したいと思います。
あくまでも解答例になりますので、これが正解というわけではありません。自分自身でも解答を考えてみてください。
目次
- 装置イラスト(例題)
- 危険源の同定
- 危険区分
- 危険事象、リスクの程度・現状の評価
装置イラスト(例題)
このイラストは日本認証株式会社の例題を用いています。

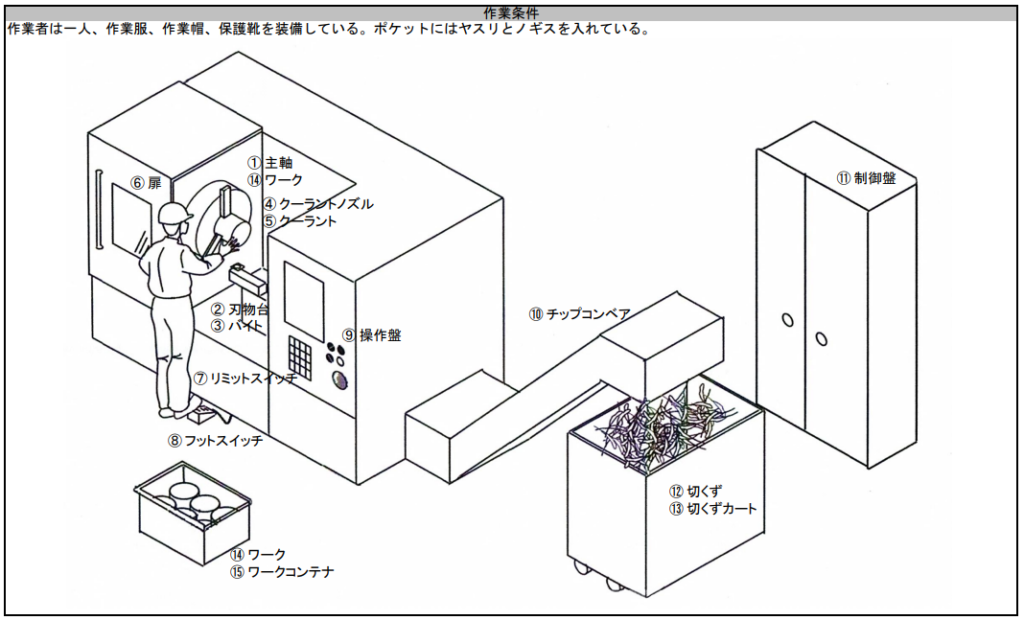
この例題には装置名、装置部品の機能、仕様、動作、作業工程が記載されていませんので、仮定して進めます。
装置名:NC旋盤
<定常作業>
| 順序 | 作業工程 | 説明 |
| 1 | 電源ON | 作業者が制御盤を開けて、ブレーカハンドルを上げ、NC旋盤の電源をONにする。 |
| 2 | ワーク搬入 | 作業者がワークコンテナを手で持って運び込み、足元に置く。 |
| 3 | チップコンベア始動 | 作業者が操作盤のチップコンベア始動/停止スイッチをひねり、チップコンベアを始動する。 |
| 4 | ワーク取り付け | 作業者がワークコンテナからワークを取り出して、主軸の3爪チャックに押し当てる |
| 5 | チャック閉 | 作業者がワークを手で支えながら、フットスイッチを踏んで3爪チャックを閉じて、ワークを固定する |
| 6 | 扉閉 | 作業者が扉を閉じる |
| 7 | NC旋盤始動 | 作業者が操作盤の自動/手動切り替えスイッチをひねって自動モードに切り替え、NC旋盤始動スイッチを押して、NC旋盤を始動する。 |
| 8 | NC旋盤加工 | 主軸が回転し、クーラントがONになる。刃物台がワークに近づき、バイトによってワークが加工される。加工が終わったら、クーラントがOFFになり、初期位置へ移動する。 |
| 9 | 扉開 | 作業者が扉を開ける |
| 10 | チャック開 | 作業者がワークを手で支えながら、フットスイッチを踏んで3爪チャックを開き、ワークを取る |
| 11 | バリ取り | 作業者がやすりとワークを持ち、やすりでバリを取り除く |
| 12 | 寸法測定 | 作業者がノギスとワークを持ち、ノギスでワークの大きさを測定する |
| 13 | ワーク片付け | 作業者がワークをワークコンテナに片づける |
| ↑繰り返し | 4~13をワークコンテナ内の全てが終わるまで繰り返す | |
| 14 | 清掃 | 1日の生産が終わったら、作業者が切子をほうきとちりとりで掃除する |
| 15 | 電源OFF | 作業者が操作盤でチップコンベアの電源をOFFにし、制御盤でブレーカをOFFにする |
<非定常作業>
| № | 作業工程 | 説明 |
| 1 | 切りくず搬出 | 切りくずカート無いの切りくずがいっぱいになったことを作業者が確認する 作業者が操作盤のチップコンベアの電源をOFFにする 作業者が専用のほうきでチップコンベア内の切りくずを切りくずカートに入れる 作業者が専用の捨て場へ切りくずカートを運び、切りくずを捨てる |
<作業条件>
| 作業者は作業服、作業帽、保護靴を備える |
| 作業工程4~13にかかるタクトは15分 |
| 1日の生産数は約30個(稼働時間8:00~17:00 昼休み1時間) |
| ワークコンテナ内に10個のワークがあり、ワーク1個の重量は1kg |
危険源の同定
危険源の同定についてですが、まずは以下のような場所を探しましょう。
カッコ()内は今回は他のケースでの例です。
- 可動部:扉、チャック、チップコンベア、(ベルトコンベア)
- 回転部:チャック、(モータ)
- 鋭利部:バイト、切りくず、やすり、(刃物、破砕機)
- 高所部:(昇降階段)
- 充電部:制御盤、操作盤
- 重量部:ワーク、切りくずカート
今回はさらに、リミットスイッチやクーラントなども関係してきそうです。
危険区分
自分の場合はまず「危険源」「原因」「結果」「作業工程」を明確にしていきました。
上記で工程を挙げましたが、不十分と思われるので追加で考えてみました、、、
※本来の試験では、工程に無い作業はNGですよ
| № | 危険源 | 原因 | 結果 | 作業工程 |
| 1 | 制御盤 | 2d:充電部 | 2D:感電 | 電源ON |
| 2 | チャック | 1c:固定部への可動要素の接近 | 1C:押しつぶし | チャック閉 |
| 3 | 扉 | 1c:固定部への可動要素の接近 | 1C:押しつぶし | 扉閉 |
| 4 | バイト | 1d:切断部分 | 1D:切傷又は切断 | ワーク取り付け |
| 5 | 切りくず | 1d:切断部分 | 1D:切傷又は切断 | 切りくず搬出 |
| 6 | やすり | 1d:切断部分 | 1D:切傷又は切断 | バリ取り |
| 7 | クーラント | 7h:液体 | 7J:過敏症 | チャック開 |
| 8 | ワークコンテナ | 1f:落下物 | 1C:押しつぶし | ワーク搬入 |
| 9 | ワークコンテナ | 8i:反復作業 | 8B:疲労 | ワーク搬入 |
| 10 | 非常停止ボタン | 8c:制御装置の設計、位置又は識別 | 8E:ヒューマンエラーの結果として の他の物 | 扉閉 |
| 11 | チップコンベア | 1m:可動要素 | 1E:引き込み又は切断 | 切りくず搬出 |
| 12 | ワークコンテナ | 1h:床面からの高さ | 1K:滑り、つまずき及び墜落 | ワーク片付け |
危険事象、リスクの程度・現状の評価
危険区分をベースとして、具体的なシーンを書いていきます。
この時の注意として、必ず「誰が」「いつ」「何が原因で」「どうなった」を記載してください。抜けていると減点対象となります。
危険事象を書き出した後、危険事象の発生確率(P)と危害の程度(S)を相対的に評価し、リスクの見積もりをします。
危険事象の中で順位付けをし、その順番で発生確率と危害の程度を決めると、ちぐはぐになりません。「感電で死亡」と「手を切創する」を危害の程度にしてしまうなど、危害の理由があいまいだと減点の対象となります。
発生確率/危害の程度の考え方
| P4 | 毎日発生する |
| P3 | 月1回発生する |
| P2 | 年1回発生する |
| P1 | ほぼ発生しない |
| S4 | 同じ作業場に復帰不可能 |
| S3 | いずれ作業場に復帰可能 |
| S2 | 応急処置では不可、しかしすぐに復帰可 |
| S1 | 応急処置で可能、すぐに復帰可 |
上記の考え方の下進めると、悩まずに短時間でリスクの見積もりができます。SSAの試験ではP1やS1のリスクはあまり書かない方が良いです。(他にどうしても思い浮かばなかったら、話は別です)
| 1 | 作業者が制御盤の電源をONにした際、誤って手が制御盤内の充電部に触れてしまい、感電して死亡 | S4 | P3 | Ⅳ |
| 2 | 作業者がワークをチャックにセットする際、セット中に誤ってフットスイッチを踏んでしまい、手がワークとチャックに指が挟まれて指を骨折する | S3 | P3 | Ⅳ |
| 3 | 作業者が扉を閉める際、勢いよく閉めた扉に指を挟んでしまい、指を骨折する | S3 | P3 | Ⅳ |
| 4 | 作業者がワークをチャックに取り付ける際、不用意に手を刃物台に置いたときに、バイトに手が触れてしまい、手を切創する | S2 | P3 | Ⅲ |
| 5 | 作業者がコンベア内の切りくずをひっかき棒で掻き出している時に、素手で作業していた為、切りくずが指に触れて指を切創する | S2 | P4 | Ⅳ |
| 6 | 作業者が加工後のワークバリ取りをしている時に、不用意に素手でバリに触れてしまい、指を切創する | S2 | P3 | Ⅲ |
| 7 | 作業者が加工完了後にワークを取り外した際、誤ってクーラントONのボタンを押してしまい、クーラントが作業者の目に入り、目が炎症する | S2 | P2 | Ⅱ |
| 8 | 作業者がワーク搬入している際、誤ってワークコンテナを落としてしまい、運動靴を履いている足の上に落下し、足を骨折する | S3 | P2 | Ⅲ |
| 9 | 作業者がワークを搬入している際、ワークが入ったワークコンテナ(10kg)を毎日運搬していることで、腰痛になる | S2 | P3 | Ⅲ |
| 10 | 作業者が手動モードでワークを取り付けている際、誤って主軸を回転させてしまい、咄嗟に非常停止ボタンを押そうとしたが、近くに非常停止ボタンが無く主軸を止めることが出来ず、手を巻き込まれて手を骨折する | S3 | P2 | Ⅲ |
| 11 | 作業者がチップコンベアの切りくずをひっかき棒で書き出している時に、チップコンベアの電源をONにしたまま作業していた為、手がチップコンベアに引き込まれて、手を切断する | S4 | P3 | Ⅳ |
| 12 | 作業者がワークを片付けている時に、足元にあるワークコンテナに気が付かず、後ろ向きに足を引っかけてしまい、腰から地面に落ちて腰を痛める | S2 | P4 | Ⅳ |
最後に許容可能/不可を記載しますが、ⅣとⅢは許容不可、ⅡとⅠは許容可能 というように今まで同様ちぐはぐにならなければ大丈夫です。
まとめ
- 危険源の同定は可動部やエネルギー部(熱、光、高所)をピックアップする
- 危険区分、工程をまずは書き出し、それを基にして危険事象を書く
- なるべく危害の程度が高く、発生確率が高いものを書き出す
- 書き出したリスクを相対的に比較し、ちぐはぐにならないようにする